The main forms of bends and processing methods and characteristics of special-shaped bends
Source:Liye Machinery(LYM) Co.,Ltd Release time:2021-09-30 17:15:27 Visit:1366


The main forms of bends and processing methods and characteristics of special-shaped bends
According to the manufacturing method of the elbow, the elbow can be divided into simmering elbow, stamping elbow and welded elbow. The simmering elbow can be divided into cold simmering and hot simmering. Elbows are pipe fittings that change the direction of the pipeline. Bend pipes can be used at pipeline intersections, turns, beams, etc.

The simmering elbow has the advantages of good flexibility, high pressure resistance and low resistance. Therefore, it is often used in construction. The main forms of elbows are: elbow, U-shaped elbow, back and forth bend and arc elbow, etc. Bending back and forth is a device with two bending angles. The distance between the center lines of the bent ends of the elbow is called the bending height before and after, and is represented by the letter h. When the vertical branch pipe for indoor heating is connected to the main pipe and the radiator, and is connected to a contact that is not on the same plane, it generally needs to bend back and forth.
U-shaped pipe is a pipe with a perfect semicircular shape. The distance d between the centerlines of the pipe ends is equal to twice the bending radius R. The U-shaped tube can replace two 90° elbows and is often used to connect two circular wing-shaped radiators arranged up and down. The arc-shaped elbow is a pipe with three bending angles. The middle angle is generally 90°, and the side angle is 135°. The curved elbow is used to bypass other pipes, and the curved elbow is usually used when the pipe supplies hot and cold water.
The size of the bend depends on the pipe diameter, bending angle and bending radius. Determine the bending angle according to the actual conditions of the construction drawing and the construction site, and then make a sample plate, simmer the sample plate, and check the bending angle of the pipe fittings according to the sample plate to determine whether the bending angle of the pipe fitting meets the requirements. .
The bending radius of the elbow should be determined according to the pipe diameter, design requirements and relevant regulations. It is neither too big nor too small. Therefore, it is generally stipulated that the bending radius of hot bending pipes is not less than 3.5 times, the bending radius of cold bending pipes is not less than 4 times the outer diameter of the pipe, and the bending radius of welded bends is not less than 1.5 times the outer diameter of the pipe. The diameter should not be smaller than the outer diameter of the pipe.
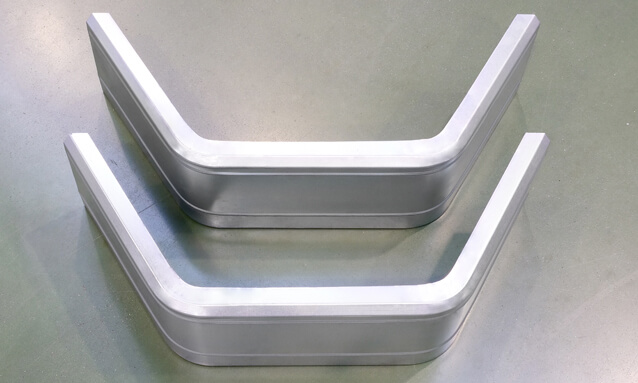
The processing method of special-shaped elbows is different from thick-walled elbows. Due to different market demands, pipes and other products are also diversified. If a single product cannot meet market demand, special-shaped bends will appear. According to the size of the reduced diameter of the special-shaped elbow, the special-shaped elbow can be divided into one-time press forming and multiple press forming.
The shrinkage forming process of the special-shaped elbow is to put a tube blank with the same diameter as the diameter of the lower end of the reducer into the forming mold, and press the target along the axial direction of the tube blank to make the metal move along the mold cavity and shorten the shape. The tube blank diameter expansion forming is to accept the end diameter of the elbow tube whose diameter is smaller than the different diameters, and use the inner die to expand the diameter along the tube blank.

The diameter expansion process is mainly aimed at the situation that the deviation of pipe diameters of different diameters is not easily formed by the shrinking process. Sometimes, according to the needs of material and product forming, the diameter expansion and reduction are combined for operation. However, there is no chip formation during the stamping process of thick-walled elbows, the material consumption is low, and other heating equipment is not required. Therefore, stamping of thick-walled elbows is a material-saving and energy-saving processing method.
In addition, the cost of stamping parts is relatively low. More people use this method. In the stamping and forming of thick-walled elbows, the die ensures the size and shape accuracy of the stamping parts, and generally does not damage the surface quality of the stamping parts. The mold has the characteristics of long life, stable stamping quality and good interchangeability. It is easy to realize mechanization and automation.